1.范围
本部分规定了铝及铝合金管材、棒材、型材、线材产品中常见缺陷的定义、特征,并分析了其主要产生原因。
本部分适用于铝及铝合金管材、棒材、型材、线材缺陷的分析与判定。
2.缺陷定义、特征和主要产生原因
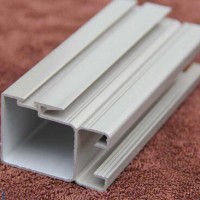
2.1 气泡 blister
制品表面的连续或非连续凸起的泡状空腔(如图1)。
主要产生原因:
a) 挤压筒或挤压垫有水分、油等脏物;
b) 空气在挤压时进入金属表面;
c) 润滑剂中有水分;
d) 铸锭有疏松、气孔;
e) 制品中氢含量过高;
f) 挤压筒温度和铸锭温度过高。

2.2 起皮 peeling
附在制品表面上的薄层,有局部剥落现象(如图2)。
a) 挤压筒不干净;
b) 挤压筒与挤压垫配合不当;
c) 模孔上粘有金属或模子工作带过长。

2.3 划伤 scratch(scuff mark)
尖锐物品(如设备上的尖锐物、金属屑等)与制品表面接触,在相对滑动时所造成的呈单条状分布的伤痕(如图3)。
主要产生原因:
a) 工具装配不当;
b) 模子工作带上粘有金属屑或模具工作带损坏;
c) 润滑油不洁净;
d) 运输过程中操作不当。

2.4 磕碰伤 damage
制品在搬运或存放过程中,与其他物体碰撞后产生的损伤(如图4)。

2.5 擦伤 rub mark
制品表面与其他物体的棱或面接触后发生相对滑动或错动而在制品表面造成的成束(或组)分布的伤痕(如图5)。
主要产生原因:
a) 铸锭温度过高,模孔粘铝或模孔工作带损坏;
b) 制品相互串动;
c) 挤压流速不均。
更多标准内容点击以下链接获取标准全文:
下载地址:《GB/T 26492.5-2011 变形铝及铝合金铸锭及加工产品缺陷 第5部分 管材、棒材、型材、线材缺陷》







 一个工作日加急检测
一个工作日加急检测 7*24小时快速响应
7*24小时快速响应 十五年检测经验
十五年检测经验 检测精准,价格透明
检测精准,价格透明 超过百个检测网点
超过百个检测网点
 客服热线
客服热线